銅板對焊(如變壓器銅排、保險絲連接)需實現 “低電阻、高強度” 的冶金結合,高頻加熱機憑借 “局部快速升溫 + 精準控溫” 特性,成為銅板對焊的高效工具,其工藝穩定性與應用廣泛性在電器制造領域尤為突出。

銅板(多為 T2 紫銅、TU1 無氧銅)導電性強、導熱快,傳統焊接(氣焊、電弧焊)易因加熱慢、熱影響區大導致:
接頭氧化(生成 CuO,電阻增大);
銅板變形(影響裝配精度);
結合強度低(冷態剪切強度≤150MPa)。
高頻加熱對焊通過以下方式突破瓶頸:
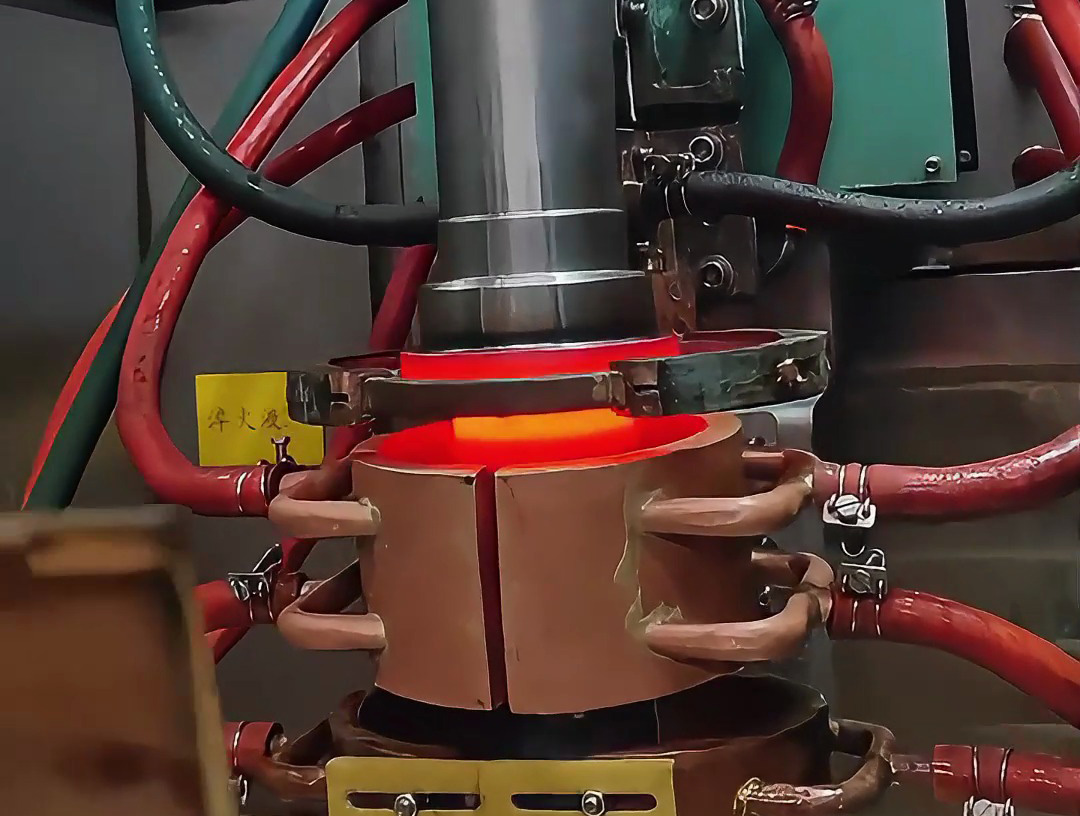
高頻感應線圈(頻率 30-60kHz)緊貼銅板對接縫,利用銅的渦流發熱特性,使接縫區域在 1-3 秒內快速升溫至 1083℃(銅的熔點),而接縫外 5mm 區域溫度≤100℃,完全避免銅板因整體受熱導致的氧化變色(表面仍保持紫銅本色)和翹曲變形(平面度誤差≤0.02mm/m)。
加熱至熔融狀態時,通過氣動夾具施加軸向壓力(0.5-2MPa),使兩側銅板熔池融合并擠出氧化渣,冷卻后形成致密的對接接頭:
單道對接焊縫(如 100×10mm 銅排)的加熱 + 加壓時間僅需 3-5 秒,每小時可完成 800-1000 個接頭,較氣焊(每接頭 30-60 秒)效率提升 10 倍以上,且無需后續打磨(熔渣已被擠出),大幅縮短工序時間。
高頻加熱銅板對焊的 “低電阻、高強度” 特性,使其成為以下領域的首選工藝:
變壓器銅排連接:大型變壓器的導電銅排(截面 50×5mm 至 200×20mm)需通過對接延伸,高頻對焊確保接頭電阻極小(減少輸電損耗),且因變形小,可直接裝配(無需校直),某變壓器廠數據顯示,采用該工藝后銅排裝配效率提升 40%。
保險絲熔體焊接:保險絲中的銅質熔體(薄至 0.1mm)需與電極對接,高頻加熱的局部升溫可避免熔體過熱熔斷,同時保證接頭導電均勻(熔斷電流穩定),合格率從傳統焊接的 90% 提升至 99.5%。
電器端子與銅板連接:如配電柜中的銅端子與匯流排對接,高頻對焊可實現 “無焊料連接”(避免焊錫影響導電性),接頭耐溫達 300℃以上(滿足過載工況)。
對接間隙:銅板端面需平整(粗糙度 Ra1.6),對接間隙控制在 0.1-0.3mm(過大易產生未熔合,過小易擠出過量熔料);
功率匹配:根據銅板厚度調整高頻功率(如 10mm 厚銅板需 15-20kW,0.1mm 薄板需 3-5kW),避免功率過高導致燒穿或過低導致未熔;
加壓時機:在銅板表面出現 “鏡面熔融”(約 1083℃)時立即加壓,過早易產生冷焊,過晚則熔料過多導致接頭凹陷。
高頻加熱機在銅板對焊中的應用,本質是通過 “精準的局部能量輸入” 解決了銅材焊接的 “氧化、變形、效率低” 三大痛點。無論是電力傳輸中的大截面銅排,還是精密電器中的細小銅件,這種工藝都能以 “高強度 + 高導電 + 高效率” 的組合優勢,成為銅板連接的理想解決方案,也印證了高頻加熱技術在金屬連接領域的廣泛適配性與不可替代性。







 粵公網安備 44190002003728號
粵公網安備 44190002003728號
