車刀作為金屬切削的核心工具,其刀片(硬質合金)與刀體(高速鋼 / 工具鋼)的連接強度直接影響切削精度與使用壽命。高頻感應加熱焊接憑借 “局部快速升溫、參數精準可控” 的特性,成為車刀制造中實現兩者牢固結合的主流技術,完美解決了傳統焊接(如氣焊)的效率低、質量波動大等問題。

高頻焊接(頻率 10-50kHz)通過電磁感應實現 “定向加熱”,其過程可分為三個關鍵階段:
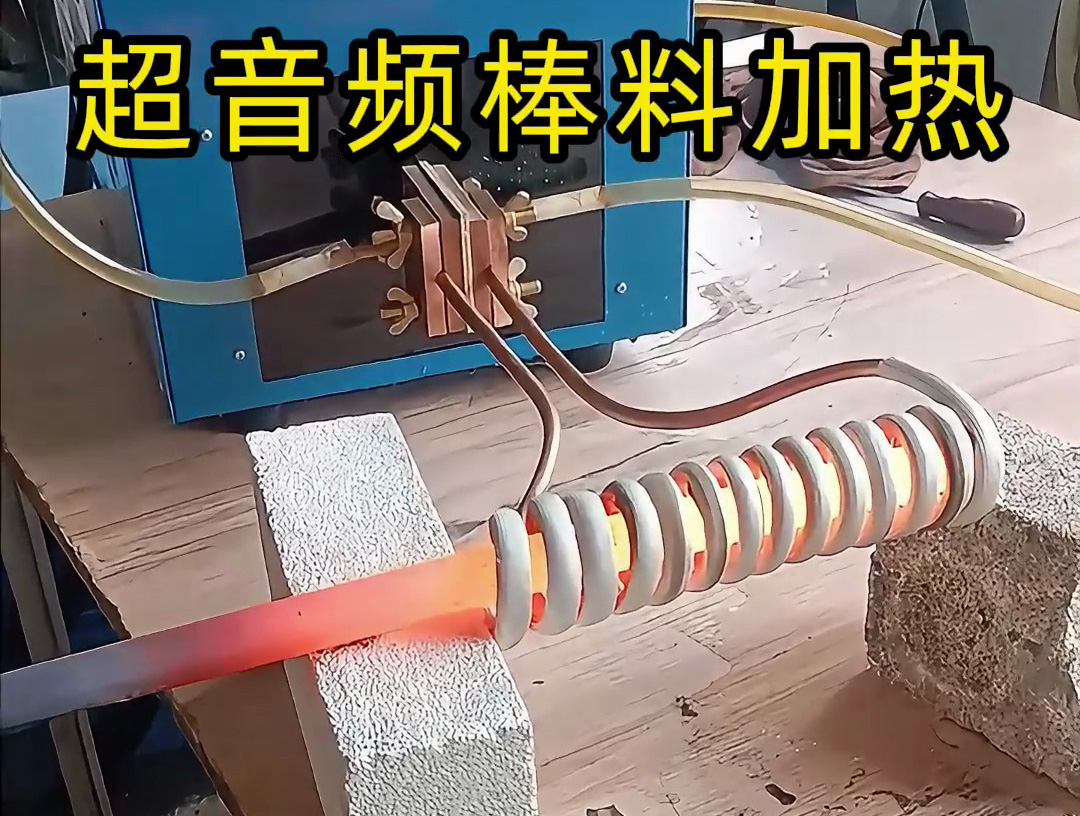
感應加熱聚焦焊縫
將硬質合金刀片與刀體的接合面(通常預留 0.1-0.2mm 間隙,放置銀銅焊片或焊膏)對準高頻感應線圈,高頻電流產生的交變磁場使接合面區域快速感應出渦流,在 2-5 秒內升溫至 750-850℃(銀銅焊料的熔點范圍),此時焊料熔融并浸潤刀片與刀體的表面。
焊料擴散形成冶金結合
熔融的焊料在毛細作用下填充接合間隙,與硬質合金(含鎢、鈷)和刀體鋼(含鐵、碳)發生微量擴散,冷卻后形成牢固的冶金結合(剪切強度≥200MPa),遠高于機械連接的強度。
精準控溫保護材料性能
僅加熱接合面及周邊 1-2mm 區域,刀片和刀體的整體溫度≤300℃,避免硬質合金因高溫(超過 900℃)導致的脆性增加(抗彎強度下降),也防止刀體鋼過熱導致的晶粒粗大(韌性降低)。
車刀制造中,高頻焊接較氣焊、電阻焊等傳統方式的提升體現在多維度:
| 對比項 | 高頻感應焊接 | 氧乙炔氣焊 |
|---|
| 加熱精度 | 局部加熱,焊縫外溫度≤300℃,無熱損傷 | 火焰加熱范圍大,刀片易過熱脆化 |
| 焊接效率 | 單件焊接時間 2-5 秒,每小時可焊 1000 + 件 | 單件需 30-60 秒,效率僅為高頻的 1/10 |
| 結合強度 | 焊層均勻,強度波動≤5% | 火焰不穩導致焊料偏聚,強度波動 ±15% |
| 材料保護 | 無氧化(加熱時間短),刀片性能無損 | 高溫氧化導致刀片表面形成脆性層 |
某刀具廠數據顯示:高頻焊接的車刀,在切削 45# 鋼時的使用壽命是氣焊車刀的 1.5 倍,且因焊層均勻,切削過程中刀片脫落率從 0.5% 降至 0.01%。
車刀高頻焊接的質量依賴嚴格的參數控制:
線圈設計:采用 “C 型” 或 “環形” 專用線圈,確保磁場集中于接合面(偏離量≤0.1mm),避免刀片或刀體局部過熱;
功率與時間:根據刀片尺寸(如 10×10mm 硬質合金刀片)調整功率(3-8kW),加熱時間誤差≤0.1 秒(防止焊料過燒或未熔);
焊前清理:接合面需經噴砂或酸洗處理(粗糙度 Ra1.6-3.2μm),去除氧化層和油污,確保焊料浸潤充分;
冷卻控制:焊接完成后自然冷卻(避免急冷導致應力裂紋),焊后可進行 200-250℃低溫回火,消除殘余應力。
高頻焊接技術為車刀性能提升提供了三大支撐:
保障切削可靠性:高結合強度確保車刀在高速切削(轉速 3000r/min 以上)和重載(切削力≥500N)下不出現刀片脫落;
延長使用壽命:精準控溫避免刀片性能損傷,車刀的抗沖擊性和耐磨性顯著提升,平均壽命延長 50% 以上;
適配復雜刀具結構:可焊接異形刀片(如菱形、三角形)和細長刀體,滿足精密車削(如數控車床)對刀具精度的要求(刃口跳動≤0.01mm)。
高頻感應焊接通過對 “熱輸入” 的極致控制,完美解決了車刀制造中 “硬質合金與鋼的異種材料連接” 難題,其高效性與質量穩定性使其成為現代刀具工業的核心工藝。對于追求 “高精度、長壽命” 的車刀產品,高頻焊接不僅是生產效率的保障,更是性能突破的關鍵 —— 畢竟,一把焊接牢固、性能穩定的車刀,才能在金屬切削中 “所向披靡”。




 粵公網安備 44190002003728號
粵公網安備 44190002003728號
