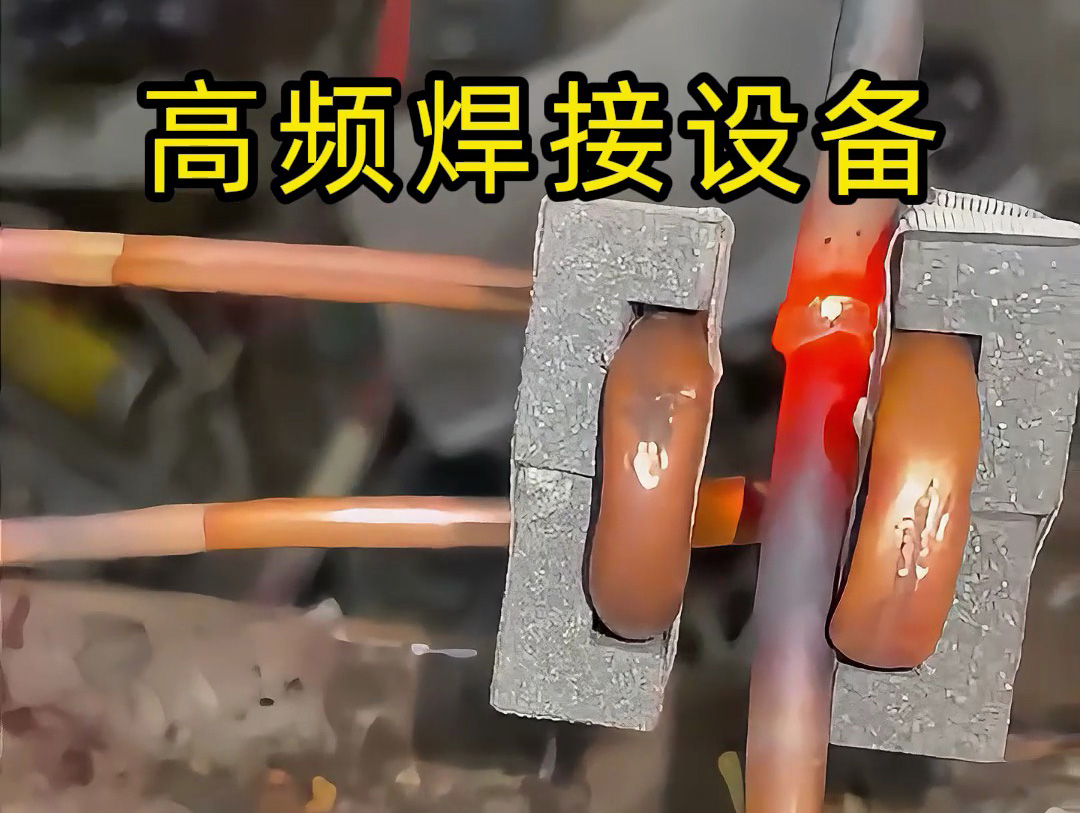
在黃銅件焊接工藝研發中,試樣制備是驗證焊接質量的關鍵環節。我司通過人工涂覆助焊劑結合模擬機械加壓的方式,配合高頻焊機開展焊接試驗,有效提升黃銅件焊接質量與可靠性,以下為具體實施流程與技術要點。

表面處理:使用砂紙對黃銅件焊接面進行打磨,去除氧化層,確保表面粗糙度 Ra≤1.6μm;
助焊劑選擇:選用無腐蝕性硼砂基助焊劑,按 1:3 比例與酒精混合調配,提升潤濕性;
涂覆工藝:采用毛刷人工均勻涂抹助焊劑,厚度控制在 0.1-0.2mm,覆蓋焊接區域及周邊 5mm 范圍。
在焊接過程中,通過特制工裝夾具模擬機械壓力:
壓力裝置:采用彈簧加壓結構,壓力值設定為 0.5-1.0MPa;
同步控制:加壓裝置與高頻焊機聯動,加熱開始后 0.5 秒內施加壓力,保持至冷卻結束。
| 環節 | 控制標準 | 檢測方法 |
|---|
| 助焊劑涂覆 | 無漏涂、堆積現象 | 目視檢查 |
| 加熱溫度 | 焊接區域達 780-820℃(黃銅熔點 900℃) | 紅外測溫儀實時監測 |
| 壓力施加 | 壓力波動≤±0.1MPa | 壓力傳感器數據記錄 |
| 冷卻速率 | 自然空冷至 100℃以下 | 熱電偶溫度曲線采集 |
外觀檢測:焊點表面光滑,無氣孔、裂紋,助焊劑殘留清理后無腐蝕痕跡;
強度測試:拉伸試驗顯示焊接接頭抗拉強度達黃銅母材的 85% 以上;
金相分析:顯微鏡下觀察,焊縫區形成均勻的共晶組織,無未熔合缺陷。
通過多組試樣測試發現:
該工藝在黃銅管件、電子連接器等試樣焊接中已取得良好驗證效果,為批量生產的工藝參數設定提供了數據支撐,有效保障黃銅件高頻焊接質量的可靠性與一致性。






 粵公網安備 44190002003728號
粵公網安備 44190002003728號
