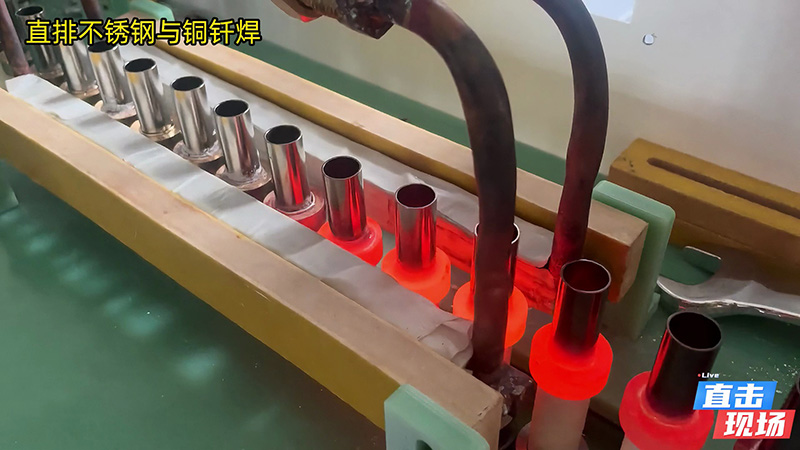
工廠環境下使用高頻焊機對不銹鋼與銅管高頻感應釬焊實踐解析
在工廠生產中,將不銹鋼管與銅管進行焊接面臨諸多挑戰。這兩種金屬物理化學性質差異顯著,不銹鋼熱導率低、表面易形成穩定氧化膜,銅則具有高導熱性和不同的熱膨脹系數,常規焊接方法難以保證焊接質量。經過實踐探索,采用高頻感應加熱設備進行異種金屬釬焊,成為實現兩者良好連接的有效途徑。以下以直徑 25mm 的不銹鋼管與銅管焊接為例,解析工廠實際操作流程與技術要點。

焊接前的準備工作
在正式焊接前,需對工件和設備進行細致準備。首先是工件預處理,不銹鋼管表面的 Cr?O?氧化膜會嚴重影響釬料潤濕效果,需使用 80# 砂紙進行機械打磨,將表面粗糙度處理至 Ra≤1.6μm,再用丙酮進行超聲清洗,清洗功率設定為 300W,時間持續 5 分鐘,徹底去除油污和雜質;銅管則采用 10% 稀硫酸浸泡 30 秒去除氧化層,隨后用蒸餾水沖洗,直至表面呈現均勻的金屬光澤。
在釬料選擇上,考慮到兩種金屬的特性,選用含 Ni 的銀基釬料(如 BAg45CuZnNi)。將 0.15mm 厚的該釬料制成環形預置件,其內徑比銅管外徑大 0.2mm,通過磁性定位塊將釬料環精準固定在焊接區域,確保同軸度誤差≤0.1mm 。
設備方面,選用功率 15 - 30kW、頻率 200 - 400kHz 的高頻感應加熱設備,配備 IGBT 模塊與 PID 溫度閉環控制系統。感應線圈采用分體式 C 型結構,針對不銹鋼側和銅側的不同需求,設計不同的線圈規格,不銹鋼側線圈截面為 10×5mm,銅側為 8×4mm,且線圈表面進行鍍銀處理,以提高導電性能。同時,安裝雙光路紅外測溫系統,不銹鋼側測溫波長設定為 1.0μm,銅側為 0.8μm,其響應時間≤50ms,可實時監測焊接溫度。此外,準備好陶瓷定位塊制作的工裝夾具,其硬度≥HRA85,夾持力可調范圍在 1 - 5N,既能固定工件,又能避免夾持變形,還需內置氬氣吹掃裝置的惰性氣體保護系統,氬氣流量控制在 5 - 8L/min,確保焊接環境氧含量≤10ppm。
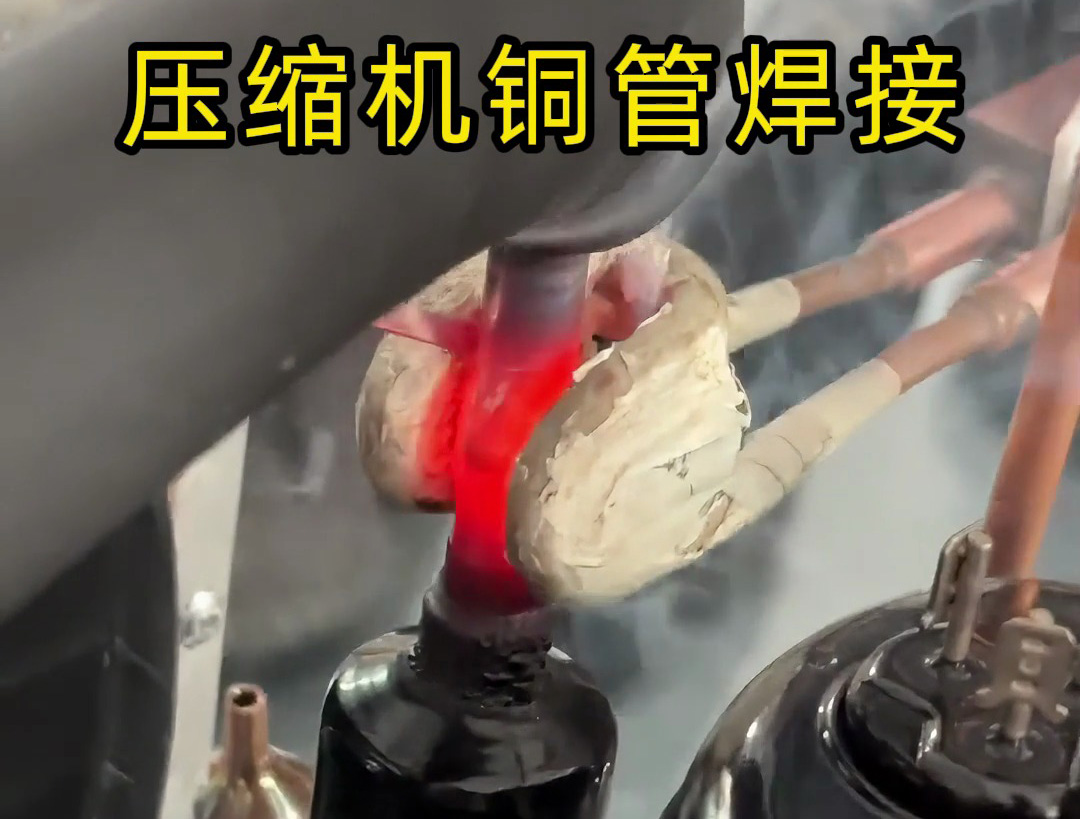
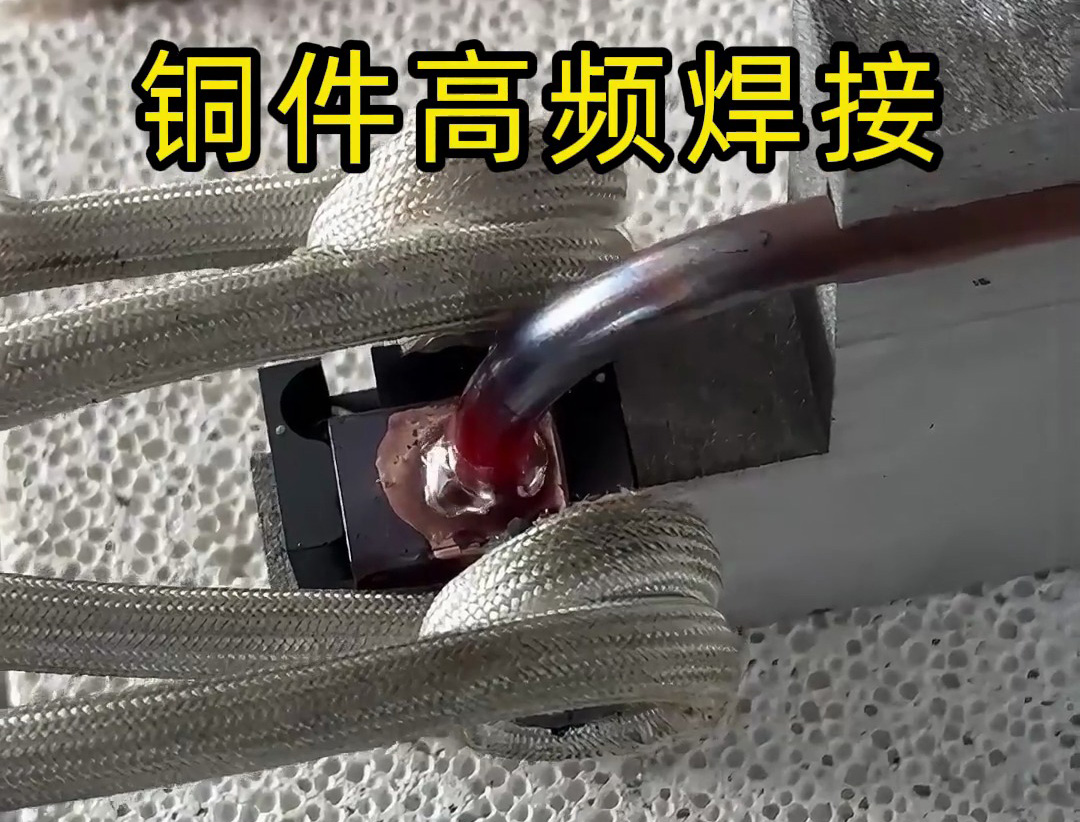
焊接過程操作
將預處理后的不銹鋼管和銅管放置在工裝夾具上,通過陶瓷定位塊精確校準位置,確保兩根管子同軸對齊。啟動高頻感應加熱設備,按照預先設定的程序進行加熱。先對不銹鋼管側以 60% 的功率加熱 3 秒,將其預熱至 400℃,這一步驟可有效破除表面氧化層,建立初始熱場;隨后全功率同步加熱 8 秒,使溫度升至 780℃,達到釬料熔點,促使釬料熔融并開始在焊縫處擴散;接著將功率調至 70%,保溫維持 5 秒,進一步促進元素擴散,減少氣孔等缺陷的產生;最后以 30% 的功率進行 10 秒的隨爐冷卻,實現梯度降溫,降低因兩種金屬熱膨脹系數不同產生的殘余應力。
在整個加熱過程中,雙光路紅外測溫系統實時監測不銹鋼管和銅管的溫度,并將數據反饋至 PID 溫度閉環控制系統。系統根據預設溫度與實測溫度的差異,自動調整高頻感應加熱設備的功率輸出,確保焊接溫度精準控制。同時,惰性氣體保護系統持續工作,在焊接區域形成低氧環境,防止金屬氧化。
焊接后的質量檢測
焊接完成后,需對焊接接頭進行全面質量檢測。首先進行外觀檢查,觀察焊縫表面是否平整、光滑,有無氣孔、夾渣、裂紋等明顯缺陷。接著采用金相檢測方法,在放大 500 倍的顯微鏡下觀察界面組織,理想狀態下應形成 Cu - Ni - Steel 擴散層,厚度≥5μm,且釬縫無氣孔、夾渣,晶界清晰無氧化。
力學性能測試也是重要環節,通過拉伸試驗檢測焊接接頭強度,要求拉伸強度≥210MPa,且斷裂位置應在母材而非釬縫;進行 1.6MPa 水壓的耐壓測試,保壓 30 分鐘,檢測是否存在泄漏情況,該測試參照 GB/T 15715 - 2013 標準執行。此外,還會進行耐蝕性驗證,將焊接接頭置于 5% NaCl 溶液中浸泡 24 小時,失重率需≤0.5mg/cm2,并通過 GB/T 4334 - 2020 規定的晶間腐蝕試驗。
在工廠實際生產中,采用高頻感應加熱設備進行直徑 25mm 不銹鋼管與銅管的釬焊,通過規范的操作流程和嚴格的質量檢測,能夠有效克服兩種金屬的特性差異,實現可靠連接。此工藝在制冷設備、熱交換器等產品生產中已得到廣泛應用,為工廠保障產品質量、提高生產效率提供了有力支持 。







 粵公網安備 44190002003728號
粵公網安備 44190002003728號
