拋棄傳統(tǒng)火焰焊接,改用手持式高頻焊機(jī)焊接銅管,憑借 “局部精準(zhǔn)加熱、即焊即成型” 的優(yōu)勢,成為空調(diào)制冷、水暖管道、醫(yī)療器械等領(lǐng)域的實(shí)用選擇。無論是添加焊料還是預(yù)設(shè)焊環(huán),這套方案都能實(shí)現(xiàn)高效、高質(zhì)量的銅管連接,以下是具體操作邏輯與優(yōu)勢解析。

| 對(duì)比項(xiàng) | 手持式高頻焊機(jī) | 傳統(tǒng)火焰焊接 |
|---|
| 加熱方式 | 高頻磁場誘導(dǎo)銅管自身發(fā)熱(無明火) | 火焰直接加熱(明火,熱影響區(qū)大) |
| 溫度控制 | 精準(zhǔn)控溫(±5℃),僅焊接區(qū)升溫 | 溫度難控,易過熱導(dǎo)致銅管氧化、變形 |
| 操作靈活性 | 手持設(shè)備,適配狹小空間(如設(shè)備內(nèi)部管道) | 受火焰噴射角度限制,復(fù)雜場景操作困難 |
| 焊料適配 | 支持添加焊料或預(yù)設(shè)焊環(huán)(熔融更均勻) | 焊料易因火焰不穩(wěn)導(dǎo)致分布不均 |
| 安全性 | 無燃?xì)庑孤╋L(fēng)險(xiǎn),無有毒煙氣 | 需燃?xì)夤蓿嬖诿骰鸢踩[患,有煙氣 |
某空調(diào)維修案例顯示:用高頻焊機(jī)焊接 Φ12mm 的紫銅管,單接口焊接時(shí)間從火焰焊接的 40 秒縮短至 15 秒,且焊口氧化層厚度減少 80%,后續(xù)耐壓測試合格率達(dá) 100%。

材料處理:用砂紙或銅刷清理銅管接口及待焊區(qū)域,去除氧化層、油污(確保焊料能充分浸潤);若管徑不同(如變徑接頭),需提前將細(xì)管插入粗管 1-2mm(預(yù)留焊料填充空間)。
焊料 / 焊環(huán)準(zhǔn)備:
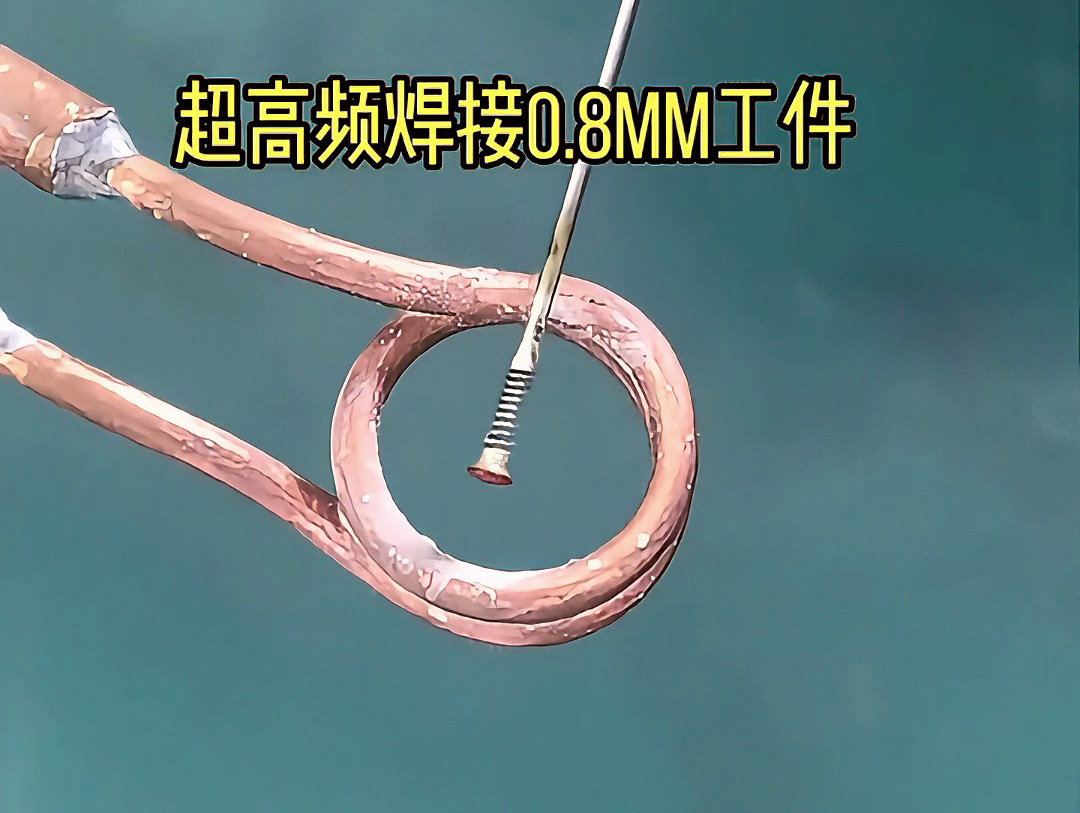
設(shè)備調(diào)試:根據(jù)銅管直徑選擇感應(yīng)線圈(Φ6-20mm 銅管適配直徑 8-25mm 的環(huán)形線圈),開機(jī)預(yù)熱設(shè)備,功率調(diào)至 5-15kW(管徑越大功率越高)。
定位與固定:用夾具將銅管接口對(duì)齊(間隙≤0.1mm),確保焊環(huán)緊貼接口縫隙(若松動(dòng)可纏一圈細(xì)銅絲固定)。
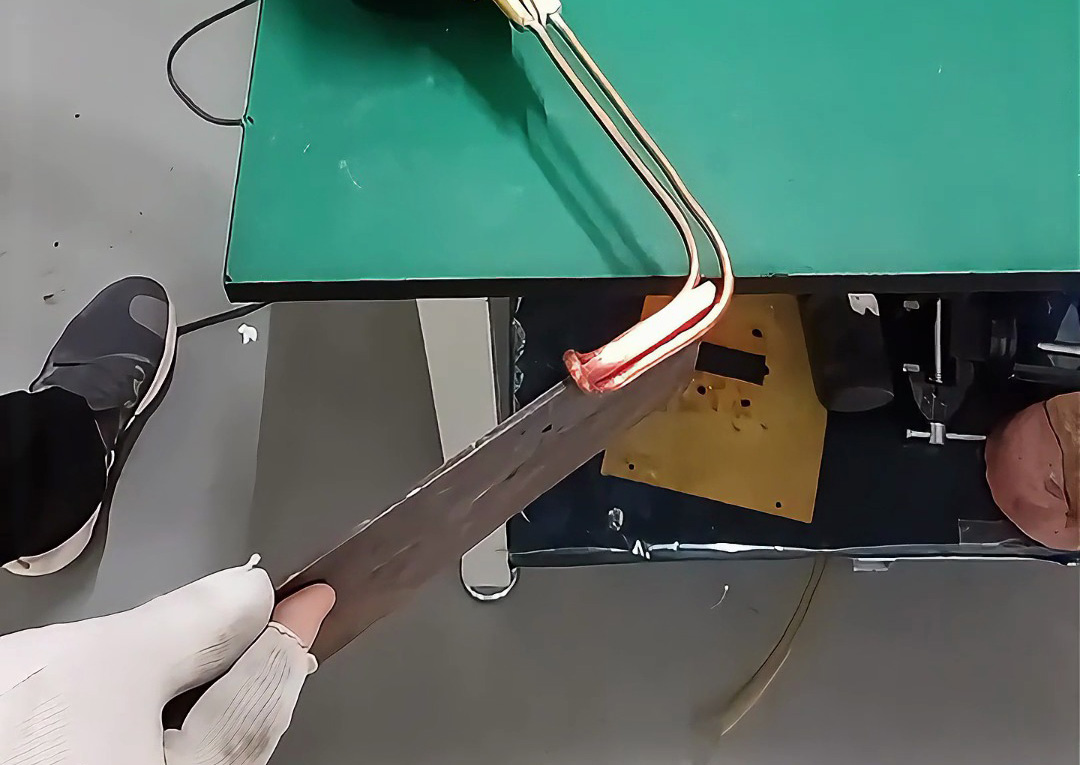
高頻加熱:手持感應(yīng)線圈套在焊環(huán)位置,保持線圈與銅管表面距離 2-3mm,啟動(dòng)設(shè)備 —— 高頻磁場(通常 30-60kHz)使銅管及焊環(huán)快速發(fā)熱,10-20 秒內(nèi)焊環(huán)熔融(觀察到焊料沿縫隙均勻流淌即可)。
停溫成型:焊料完全填充縫隙后立即斷電,保持接口不動(dòng) 3-5 秒(自然冷卻),焊料凝固后形成密封焊口。
若用添加焊料方式:加熱至銅管發(fā)紅(約 650℃)時(shí),用鑷子夾取焊料接觸接口 —— 焊料會(huì)因銅管高溫自行熔融并吸入縫隙,操作更靈活,適合非標(biāo)準(zhǔn)接口。

手持式高頻焊機(jī)特別適合這些銅管焊接場景:
空調(diào)、冰箱的蒸發(fā)器 / 冷凝器銅管連接(狹小空間內(nèi)精準(zhǔn)操作);
醫(yī)用供氧系統(tǒng)的紫銅管無菌焊接(無煙氣污染);
家裝水暖的銅管暗裝接頭(避免火焰損壞墻體、保溫層)。
日常維護(hù)只需做到:每次使用后用干布擦拭線圈(去除金屬碎屑),每周檢查電纜絕緣層(防止漏電),確保設(shè)備壽命與焊接穩(wěn)定性。
從視頻演示的實(shí)際效果來看,手持式高頻焊機(jī)通過 “無明火、控溫準(zhǔn)、效率高” 的特性,徹底改變了銅管焊接的傳統(tǒng)模式 —— 無論是新手還是熟手,都能快速掌握操作邏輯,尤其適合對(duì)焊接質(zhì)量、安全性有高要求的場合。如果你的銅管焊接場景還在依賴火焰,不妨試試這套方案,從準(zhǔn)備到成型的流暢性會(huì)讓你明顯感受到差異。








 粵公網(wǎng)安備 44190002003728號(hào)
粵公網(wǎng)安備 44190002003728號(hào)
