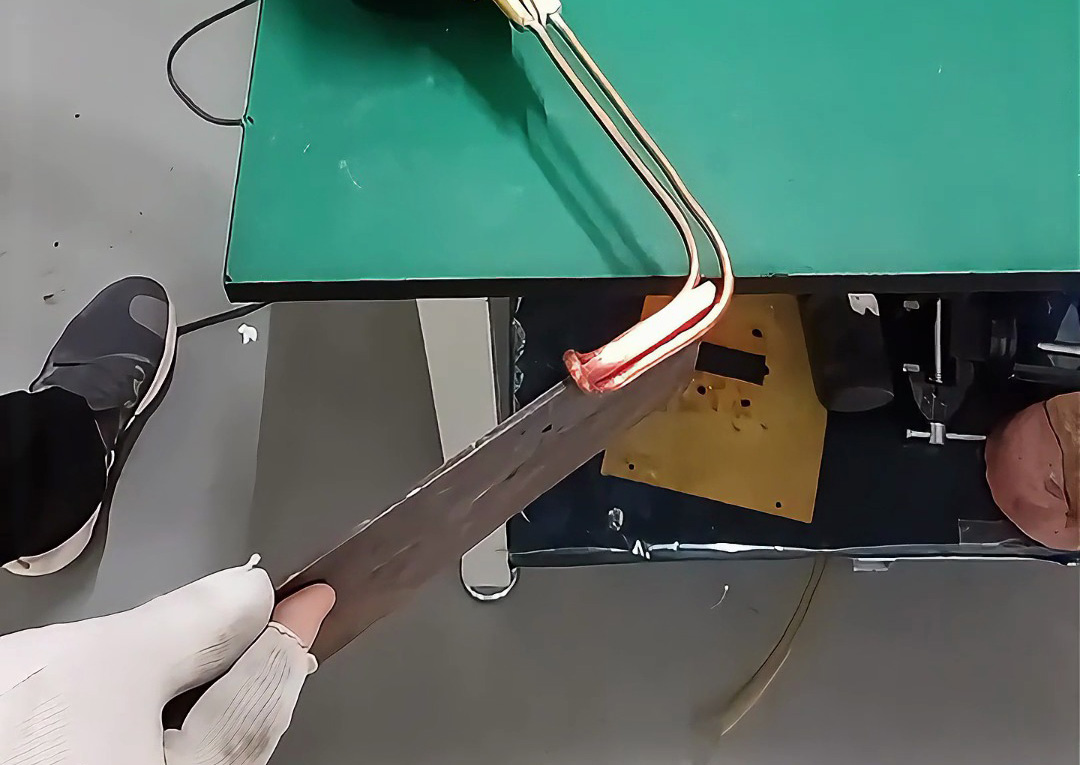
縫紉機(jī)梭殼作為線跡形成的核心部件,需在高速往復(fù)運(yùn)動(轉(zhuǎn)速可達(dá) 3000-5000r/min)中實(shí)現(xiàn)絲線的穩(wěn)定引導(dǎo),其耐磨性、抗疲勞強(qiáng)度與韌性直接決定縫紉機(jī)的縫紉精度和使用壽命。高頻退火熱處理通過精準(zhǔn)調(diào)控材料微觀結(jié)構(gòu),成為改善梭殼性能的關(guān)鍵工藝,尤其適配其高頻次、高負(fù)荷的工作特性。

梭殼多采用高碳鋼(如 T10A)或合金工具鋼(如 Cr12MoV)制造,未處理前因冷加工(沖壓、磨削)會產(chǎn)生內(nèi)應(yīng)力,導(dǎo)致:
脆性增加(易因絲線拉扯或碰撞出現(xiàn)裂紋);
表面硬度不均(局部過硬導(dǎo)致絲線磨損加劇,過軟則梭殼自身易磨損);
尺寸穩(wěn)定性差(使用中因應(yīng)力釋放發(fā)生微小變形,造成跳線、卡線)。
高頻退火通過 “加熱 - 緩冷” 過程,需實(shí)現(xiàn)三大目標(biāo):
消除內(nèi)應(yīng)力(降低 80% 以上),避免使用中變形;
調(diào)整硬度至 HRC28-32(既保證耐磨性,又具備一定韌性);
細(xì)化晶粒,提升抗疲勞性能(適應(yīng)高頻往復(fù)運(yùn)動)。
針對梭殼的小型化(通常重量≤50g)、精密結(jié)構(gòu)(內(nèi)壁公差 ±0.02mm)特點(diǎn),高頻退火(頻率 30-80kHz)較箱式爐退火更具適配性:
| 對比項(xiàng) | 高頻退火 | 傳統(tǒng)箱式爐退火 |
|---|
| 加熱范圍 | 僅針對梭殼工作面(如線槽、內(nèi)壁)局部加熱 | 整體加熱,非關(guān)鍵區(qū)域性能受影響 |
| 效率 | 單件處理時間 10-20 秒,批量每小時處理 2000 + 件 | 單爐需 2-3 小時,效率低 30 倍以上 |
| 氧化脫碳 | 加熱時間短,表面氧化層厚度≤5μm | 長時間高溫導(dǎo)致氧化層達(dá) 20-50μm,需后續(xù)打磨 |
| 尺寸精度 | 熱影響區(qū)小,變形量≤0.01mm | 整體受熱,變形量≥0.05mm,需二次校形 |
某縫紉機(jī)廠測試顯示:高頻退火后的梭殼,線槽磨損量從傳統(tǒng)退火的 0.15mm / 萬小時降至 0.05mm / 萬小時,且因內(nèi)應(yīng)力消除,卡線故障率降低 60%。
為實(shí)現(xiàn)梭殼性能精準(zhǔn)調(diào)控,高頻退火需嚴(yán)格控制以下參數(shù):
加熱溫度:根據(jù)材質(zhì)設(shè)定(T10A 鋼為 680-720℃,Cr12MoV 為 750-800℃),確保材料達(dá)到 “完全退火” 溫度(珠光體球化),但不超過奧氏體化溫度(避免過燒);
保溫與冷卻:達(dá)到目標(biāo)溫度后,保持 10-15 秒(確保內(nèi)部應(yīng)力充分釋放),隨后隨爐緩慢冷卻(冷卻速度≤5℃/ 秒),避免快速冷卻重新產(chǎn)生應(yīng)力;
線圈設(shè)計:采用仿形感應(yīng)線圈(貼合梭殼外形),確保線槽、內(nèi)壁等關(guān)鍵磨損區(qū)受熱均勻(溫差≤±15℃),非工作區(qū)(如外殼)溫度控制在 300℃以下,減少不必要的性能改變。
高頻退火通過微觀結(jié)構(gòu)調(diào)整,為梭殼帶來三方面顯著提升:
耐磨性:球化后的珠光體組織更均勻,線槽表面硬度穩(wěn)定在 HV300-350(約 HRC28-32),絲線摩擦?xí)r既能減少梭殼磨損,又避免絲線被 “硬點(diǎn)” 割斷;
抗疲勞性:消除冷加工產(chǎn)生的 “應(yīng)力集中點(diǎn)”,梭殼在高頻往復(fù)運(yùn)動中(承受 10-20N 交變力)的疲勞壽命延長至原來的 2-3 倍;
尺寸穩(wěn)定性:內(nèi)應(yīng)力釋放后,梭殼在長期使用(環(huán)境溫度變化 ±20℃)中的尺寸變化量≤0.005mm,確保與梭芯的配合間隙穩(wěn)定(間隙過大易跳線,過小易卡殼)。
高頻退火熱處理針對縫紉機(jī)梭殼的 “小而精” 特性,通過局部、高效、低變形的加熱方式,精準(zhǔn)優(yōu)化了其關(guān)鍵性能指標(biāo),成為保證縫紉機(jī)高速、穩(wěn)定運(yùn)行的隱形保障。對于這類高頻次運(yùn)動的精密部件,退火工藝的 “精準(zhǔn)度” 往往比 “強(qiáng)度” 更重要 —— 高頻技術(shù)恰好滿足了這一核心需求。








 粵公網(wǎng)安備 44190002003728號
粵公網(wǎng)安備 44190002003728號
