在空調制冷、汽車制造、家電等領域,銅管焊接的質量(密封性、強度)與效率直接影響產品性能與生產節奏。海拓高頻焊機以 “快速升溫、精準控溫、綠色環保” 為核心優勢,成為銅管焊接的主流選擇,其技術特性完美適配現代制造業對 “高質量、高效率、低能耗” 的需求。

銅管(如紫銅、黃銅)的焊接(對接、搭接、異徑連接)需解決 “氧化嚴重、焊接速度慢、接頭密封性差” 等問題,海拓高頻焊機通過電磁感應加熱原理實現突破:
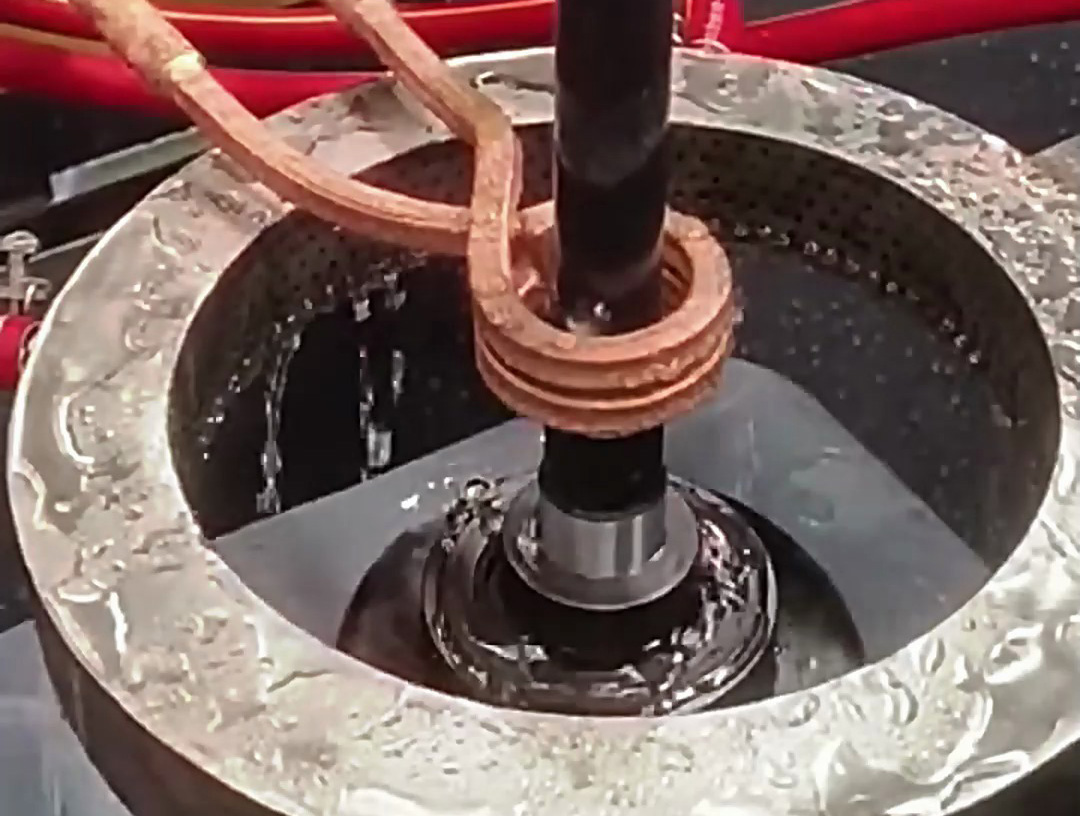
高頻電流(通常 30-100kHz)通過定制感應線圈產生交變磁場,在銅管焊接區誘導渦流直接生熱,熱量轉化率達 65%-75%(遠超氣焊的 30%):
局部聚焦加熱:感應線圈按銅管直徑定制(與管壁間隙 2-3mm),僅加熱焊接區域(長度 5-10mm),管身其他部位溫度≤100℃(避免因整體受熱導致的銅管變形,如橢圓度誤差≤0.05mm);
閉環溫控系統:紅外測溫儀實時監測焊接溫度(精度 ±3℃),PLC 自動調節輸出功率(響應時間≤0.1 秒),確保焊料充分熔融(流動性好)且不燒損銅管(避免銅氧化生成 CuO 影響焊縫強度);
接頭性能優異:焊接后接頭抗拉強度達銅管母材的 90% 以上(≥200MPa),水壓測試 0.8MPa 無泄漏(滿足空調制冷系統的高壓要求),不良率從傳統氣焊的 5% 降至 0.5% 以下。
無明火污染:全程電加熱,無氣焊(乙炔、丙烷)燃燒產生的 CO、NOx 等廢氣,車間無需加裝復雜廢氣處理設備,符合環保新規(如 VOCs 排放限值);
低能耗低耗材:高頻加熱熱效率是氣焊的 2 倍以上,焊接 1 噸銅管耗電量較氣焊降低 40%;且無需填充焊絲(部分場景可省略),僅通過管端熔融或少量釬料連接,耗材成本降低 30%;
操作簡便:工人經簡單培訓即可上崗(無需氣焊 “看火色” 的經驗積累),設備內置焊接參數庫(如 φ12mm 空調銅管焊接參數一鍵調用),換型時間≤5 分鐘,適應多規格銅管焊接需求。

海拓高頻焊機的銅管焊接能力,在各行業中展現出針對性優勢:
應用場景:空調室內外機連接管(φ6-19mm 紫銅管)、冷凝器盤管焊接;
核心需求:接頭無泄漏(制冷劑不流失)、內壁光滑(減少流動阻力);
高頻優勢:焊接后內壁無焊瘤(通過擠壓成型控制),制冷劑流動阻力降低 10%,且接頭耐振動性能優異(滿足空調運輸安裝中的顛簸測試)。
應用場景:汽車空調管路(異形銅管彎頭焊接)、新能源汽車電池冷卻管焊接;
核心需求:輕量化(薄壁銅管,厚度 0.3-0.8mm)、抗疲勞(承受發動機振動);
高頻優勢:薄壁銅管焊接熱影響區小(≤3mm),避免焊接導致的管壁脆化,接頭疲勞壽命達 10 萬次以上(遠超行業標準的 5 萬次)。
應用場景:冰箱蒸發器銅管焊接、熱水器紫銅進出水管連接;
核心需求:大批量(單班產能 10000 + 接頭)、低不良率(≤0.3%);
高頻優勢:配合自動化流水線,實現 “送管 - 定位 - 焊接 - 檢測” 全流程無人化,單接頭焊接時間≤3 秒,且每批次接頭強度偏差≤5MPa,大幅降低售后維修成本。

| 對比項 | 海拓高頻焊機 | 氧乙炔氣焊 | 傳統電弧焊 |
|---|
| 焊接速度 | 2-5 秒 / 接頭(φ12mm 銅管) | 10-15 秒 / 接頭 | 8-12 秒 / 接頭,易燒穿薄壁管 |
| 接頭質量 | 無泄漏率≥99.5%,強度達母材 90% | 無泄漏率≤95%,易產生氣孔 | 熱影響區大,薄壁管易變形 |
| 環保能耗 | 無廢氣,能耗低 40% | 排放廢氣,能耗高 | 煙塵大,需除塵設備 |
| 操作門檻 | 簡單培訓即可上崗,參數化控制 | 依賴經驗,培訓周期長 | 需持證上崗,操作復雜 |
海拓高頻焊機重新定義了銅管焊接的標準:它不僅通過 “快速、精準” 提升生產效率與質量穩定性,更以 “環保、低耗” 響應現代制造業的綠色發展需求。對于追求降本增效、產品升級的企業而言,高頻焊機不僅是生產設備的更新,更是提升核心競爭力的 “關鍵一環”,成為銅管焊接無可替代的理想解決方案。









 粵公網安備 44190002003728號
粵公網安備 44190002003728號
