數(shù)控高頻淬火機床憑借 “PLC 程序可定制 + 線圈快速適配” 的核心特性,突破了傳統(tǒng)專用淬火設(shè)備 “一工件一設(shè)備” 的局限,能在同一臺機床上完成齒輪、軸類、內(nèi)孔件等多種工件的表面 / 內(nèi)孔淬火熱處理,完美適配多品種、小批量的柔性生產(chǎn)需求,其通用性的實現(xiàn)邏輯與應用價值如下:
數(shù)控高頻淬火機床的通用能力,源于 “軟件可編程” 與 “硬件可更換” 的協(xié)同設(shè)計:
機床內(nèi)置的 PLC 控制系統(tǒng)(可存儲 1000 + 套工藝參數(shù)),通過修改程序?qū)崿F(xiàn)對不同工件的精準控制:
加熱參數(shù):針對齒輪(模數(shù) 2-10)、軸類(直徑 20-100mm)、內(nèi)孔件(孔徑 15-80mm),自動調(diào)整高頻功率(5-50kW)、加熱時間(2-20 秒)、旋轉(zhuǎn)速度(5-30r/min)等關(guān)鍵參數(shù)(如齒輪需仿形加熱 + 慢速旋轉(zhuǎn),軸類需環(huán)形加熱 + 勻速旋轉(zhuǎn));
運動軌跡:數(shù)控軸(X/Y/Z 軸)按工件形狀預設(shè)移動路徑(如齒輪齒面淬火時,線圈隨齒形軌跡進給;內(nèi)孔淬火時,線圈沿孔深方向勻速移動),確保加熱區(qū)域與工件受力區(qū)精準匹配;
冷卻協(xié)同:根據(jù)工件材質(zhì)(中碳鋼、合金鋼)自動調(diào)節(jié)冷卻水壓(0.2-0.5MPa)和時間,避免過冷導致的裂紋或冷卻不足導致的軟點。
不同工件的幾何特性(曲面、圓柱、內(nèi)孔)需匹配專用感應線圈,機床通過快速換型設(shè)計(線圈更換時間≤5 分鐘)實現(xiàn)通用:
齒輪專用線圈:仿齒形 “梳狀” 或 “環(huán)形” 線圈,與齒輪齒面保持 0.5-1mm 間隙,配合工件旋轉(zhuǎn)(3-5r/min),實現(xiàn)齒面、齒根的均勻加熱(硬度偏差≤±1HRC);
軸類專用線圈:環(huán)形線圈(直徑比軸大 5-10mm),沿軸長方向平移加熱(速度 0.5-2mm/s),確保軸頸、臺階面等關(guān)鍵區(qū)域硬化層深度一致(1-2mm);
內(nèi)孔專用線圈:“棒狀” 或 “傘形” 線圈(直徑比內(nèi)孔小 2-3mm),伸入孔內(nèi)后通過徑向擴張貼合孔壁,實現(xiàn)內(nèi)孔表面硬化(如軸承孔、油缸內(nèi)孔,硬化層深度 0.8-1.5mm);
通用基礎(chǔ)線圈:針對異形件(如凸輪、偏心軸),可快速更換 “U 型”“L 型” 等簡易線圈,配合數(shù)控軸的多維運動,完成非規(guī)則表面的淬火。

數(shù)控高頻淬火機床對不同工件的處理,通過 “程序調(diào)用 + 線圈更換” 即可快速切換,典型場景如下:
工藝需求:齒面硬度 HRC55-60,齒根硬化層≥0.8mm,避免齒頂過熱;
程序與線圈:調(diào)用 “齒輪淬火程序”,自動設(shè)定加熱功率(15-25kW)、旋轉(zhuǎn)速度(4r/min)、冷卻時間(3 秒);搭配仿齒形線圈,線圈隨齒輪齒廓同步運動(軌跡誤差≤0.02mm),確保每個齒的加熱均勻;
效果:齒面硬度均勻性達 98%,齒根彎曲疲勞強度提升 40%,滿足汽車變速箱齒輪的重載需求。
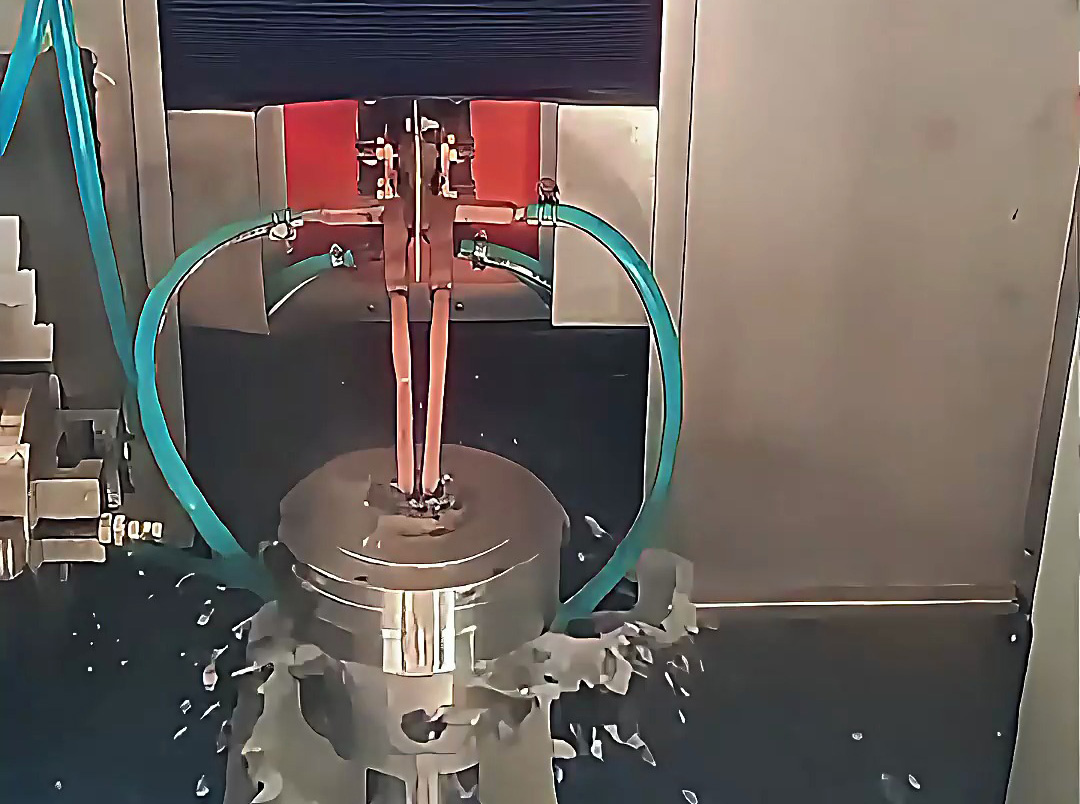
工藝需求:軸頸表面硬度 HRC50-55,硬化層深度 1.2-1.5mm,軸身無變形(直線度誤差≤0.03mm/m);
程序與線圈:調(diào)用 “軸類淬火程序”,設(shè)定軸向進給速度(1mm/s)、功率漸變曲線(從軸端到中部功率線性調(diào)整);搭配環(huán)形線圈,線圈與軸頸同心度≤0.05mm,確保圓周方向加熱一致;
效果:軸頸磨損率降低 50%,在高速旋轉(zhuǎn)(3000r/min)工況下無異常振動。
工藝需求:孔徑 50mm 的油缸內(nèi)孔,表面硬度 HRC58-62,硬化層深度 0.8-1mm,孔圓度誤差≤0.02mm;
程序與線圈:調(diào)用 “內(nèi)孔淬火程序”,設(shè)定線圈旋轉(zhuǎn)速度(10r/min)、加熱時間(8 秒);搭配內(nèi)孔專用 “擴張式線圈”(加熱時直徑自動適配孔徑),避免傳統(tǒng)內(nèi)孔線圈與孔壁間隙不均導致的加熱偏差;
效果:內(nèi)孔耐磨性提升 3 倍,液壓系統(tǒng)泄漏率降低至 0.01%。

相比傳統(tǒng)專用淬火設(shè)備(如齒輪專用淬火機、軸類專用淬火機),數(shù)控高頻淬火機床的優(yōu)勢體現(xiàn)在:
| 對比項 | 數(shù)控高頻淬火機床(通用型) | 傳統(tǒng)專用淬火設(shè)備 |
|---|
| 設(shè)備投入 | 1 臺設(shè)備覆蓋多工件,成本降低 60%-70% | 每種工件需 1 臺設(shè)備,初期投入高 |
| 換型時間 | 程序調(diào)用 + 線圈更換≤15 分鐘 | 需重新調(diào)試設(shè)備,換型需 2-4 小時 |
| 柔性生產(chǎn) | 支持多品種、小批量(最小批量 10 件) | 僅適合單一品種、大批量生產(chǎn) |
| 精度控制 | 數(shù)控定位精度 ±0.01mm,質(zhì)量穩(wěn)定性 99% | 人工調(diào)整,精度波動 ±0.1mm |
數(shù)控高頻淬火機床在實現(xiàn)通用性的同時,通過以下設(shè)計確保淬火質(zhì)量不打折:
數(shù)控定位系統(tǒng):X/Y/Z 軸伺服電機控制精度達 0.001mm,確保線圈與工件的相對位置偏差≤0.02mm(避免局部過熱或欠熱);
閉環(huán)溫控:紅外測溫儀實時反饋工件溫度(采樣頻率 100 次 / 秒),PLC 自動調(diào)節(jié)功率(響應時間≤0.1 秒),溫度偏差≤±3℃;
防變形設(shè)計:針對大尺寸工件(如長軸),程序內(nèi)置 “分段加熱 + 對稱冷卻” 邏輯,減少熱應力導致的變形(變形量比傳統(tǒng)工藝降低 50%)。
數(shù)控高頻淬火機床的價值,在于打破了熱處理設(shè)備 “專用化” 的桎梏,通過 “PLC 程序可編程 + 線圈快速適配” 的柔性設(shè)計,讓一臺設(shè)備具備處理齒輪、軸類、內(nèi)孔件等多工件的能力。這不僅降低了企業(yè)的設(shè)備投入成本,更適應了現(xiàn)代制造業(yè) “多品種、小批量、快換型” 的生產(chǎn)節(jié)奏,成為連接 “個性化需求” 與 “高效生產(chǎn)” 的關(guān)鍵熱處理設(shè)備。








 粵公網(wǎng)安備 44190002003728號
粵公網(wǎng)安備 44190002003728號
